1、Введение в процесс | Что может решить роботизированная сварка?
Высокая консистенция: точность повторяемости ± 0,05 мм, стабильный внешний вид сварного шва и глубина проплавления, отсутствие ручных колебаний.
Высокая скорость: скорость MIG может достигать 1,2 м/мин, что в 2–3 раза выше, чем при ручной операции.
Сложный путь: шестиосная связь + внешняя ось, завершение пространственных кривых, пересекающиеся линии круглых труб и сварка внутри узких полостей.
Управляемая тепловая мощность: импульсный/двойной импульс/режим холодного перехода металла (CMT), снижение деформации листа
переключение: MIG/MAG/TIG/плазменная дуга/лазерный композит, одна машина для нескольких целей
2. Возможности
| Элемент | Параметр |
|---|---|
| Максимальный размер заготовки | 3500 × 1500 × 800 мм (с 2-осевым позиционером) |
| Толщина материала | 0,8 мм – 60 мм |
| Типы материалов | Углеродистая сталь, нержавеющая сталь, алюминий, медь, титановый сплав, хромомолибденовая сталь |
| Типы сварных швов | Скругление, стык, нахлест, окружность, пространственные пересекающиеся линии |
| Сварочные позиции | Плоский, горизонтальный, вертикальный, верхний, всепозиционный |
| Емкость партии | 1 – 1000 шт./партия, непрерывная работа 24 часа. |
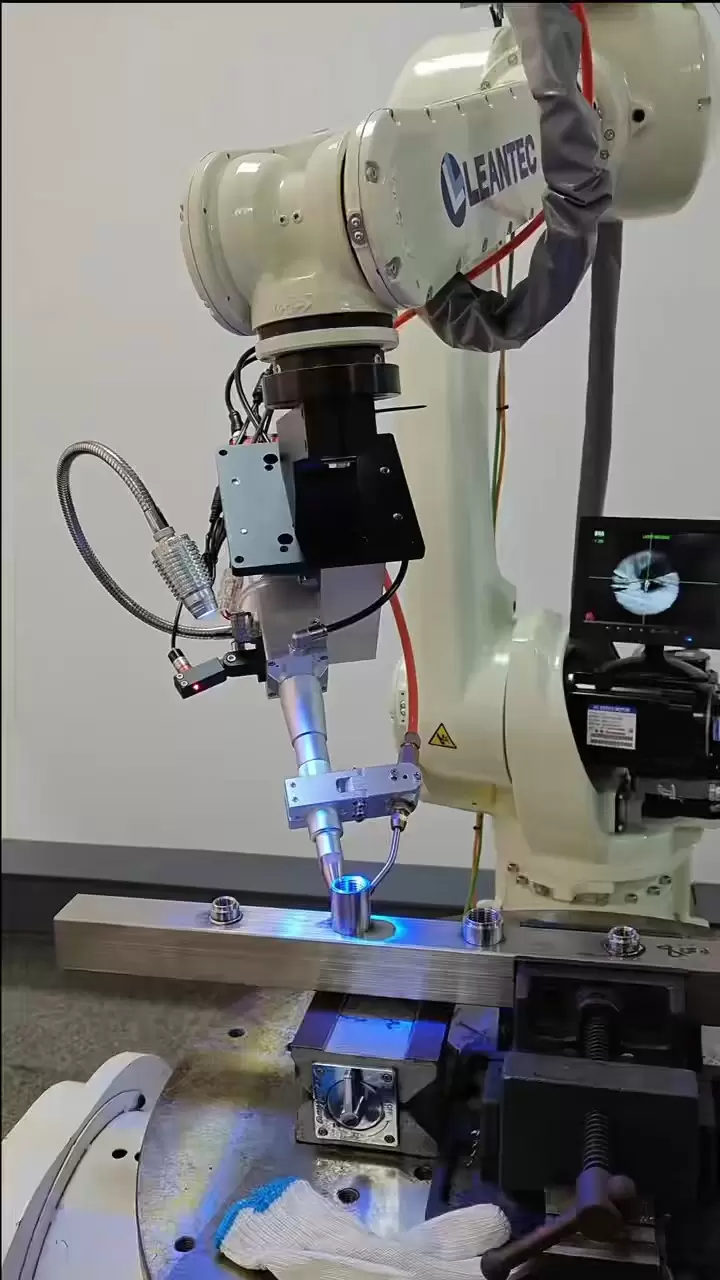
3. Наше оборудование
Fanuc M-20iA + Lincoln Power Wave i400
Шестиосевая нагрузка 20 кг, точность повторяемости ± 0,02 мм.
Импульсная сварка MIG/MAG, толщина алюминия 1–20 мм без разбрызгивания.
КУКА КР30-3 + Fronius TPS 500i
Внешний двухосный позиционер с диаметром вращения 3,5 метра,
многослойная и многопроходная сварка толстой пластиной из углеродистой стали, проплавление с одной стороны 60 мм.
ABB IRB 4600+лазерная композитная головка 4 кВт
Лазерная MIG-композитная сварка, скорость 2 м/мин, деформация <0,5 мм.
Специально разработана для длинных сварных швов на листах нержавеющей стали.
Yaskawa MA1440+Холодная проволока TIG
Сосуды под давлением из титанового сплава и хромомолибденовой стали, с приваркой корня и заполнением проволокой за один раз.
Газозащитная камера на уровне чистого помещения, содержание кислорода <50 частей на миллион.
4. Практические примеры сварки | Чехлы для роботизированной сварки
Сварной шов: сварной шов периферийного угла длиной 4 метра + перекрытие внутреннего армирования.
Процесс: импульсная сварка MIG, поочередное чередование двух роботов и двух станций.
Результат: скорость сварки 1,0 м/мин, деформация ≤ 1 мм, степень первичной рентгеновской пленки 99 %.
Бит: 90 секунд на штуку, ежедневное производство 960 штук.
Сварной шов: стыковое соединение толщиной 30 мм+паз 70°.
Процесс: многослойный и многопроходный робот MAG, переворот внешней оси.
Результат: энергия удара при -20 ℃ составляет ≥ 80 Дж, что соответствует европейской сертификации CE.
Поставка: Ежемесячное производство 300 движущихся рычагов с процентом сдачи с первого раза 98 %.
Сварной шов: тонкостенное стыковое соединение TIG Ti-6Al-4V толщиной 1,5 мм.
Процесс: роботизированная сварка холодной проволокой TIG+чистая комната, содержание кислорода<30 частей на миллион.
Результат: Цвет сварного шва серебристо-белый, без окисления, предел прочности ≥ 950 МПа.
Тестирование: Двойной контроль с помощью КТ и ультразвука, проводимый заказчиком из аэрокосмической отрасли.
5、 Качество и сертификация
ISO 3834-2 Система качества сварки
EN 1090-EXCEL3/EN 15085-CL1 Сертификация стальных конструкций/железнодорожных транспортных средств
AWS D1.1/D1.2 Сертификация конструкций из углеродистой стали/алюминия
Каждый сварной шов сопровождается номером UII, сканированием QR-кода для отслеживания параметров, сварочной проволоки и партии газа
6. Почему стоит выбрать роботизированную сварку?
24-часовое непрерывное производство сокращает время выполнения заказа на 40 %.
Коэффициент ремонта сварных швов <1 %, экономия затрат на последующую полировку/сварку.
Цикл обработки данных: загрузка сварочного тока, напряжения и скорости в реальном времени в MES, создание отчета в формате PDF одним щелчком мыши.
Гибкое программирование: новый продукт может выполнить автономное программирование за 30 минут, не останавливая машину для обучения.
Доверяйте Надежность
Многолетний опыт экспорта на мировые рынки, доказывающий нашу надежность в отношении качества, логистики и соблюдения требований.
Сертифицированный менеджмент качества и стандартизированное производство гарантируют надежные и повторяемые результаты для каждого заказа.
Каких допусков можно достичь?
Наш стандартный допуск для обработки на станках с ЧПУ составляет DIN-2768-1-f (высокий) или +/- 0,01 мм. Для требований высокой точности мы можем добиться допусков до +/- 0,005 мм в зависимости от геометрии и материала.
Какие варианты обработки поверхности вы предлагаете?
Мы предоставляем комплексные услуги по обработке поверхности, в том числе: Обработка без заусенцев. Пескоструйная обработка. Анодирование (тип ll, тип III). Полировка. Зеркальная полировка. Порошковое покрытие. Покраска. Лазерная гравировка (логотип/текст).
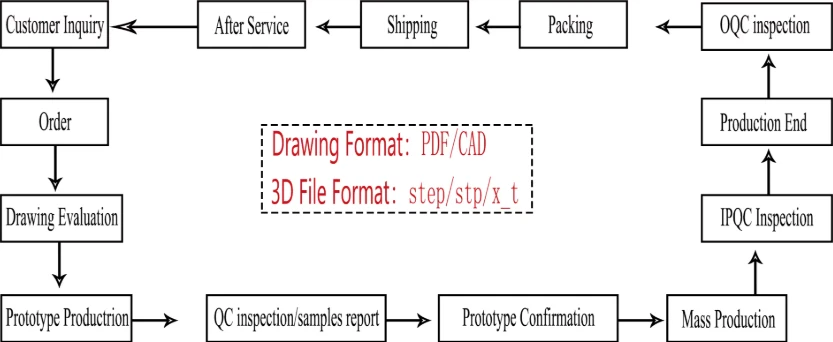
Как быстро я могу получить ценовое предложение?
Отправьте нам свои 3D-файлы (STEP/IGES) и 2D-чертежи (PDF). Наша команда инженеров проанализирует их и предоставит подробное ценовое предложение в течение 6-12 часов.
Каково ваше типичное время выполнения?
Прототипы: 3-7 дней. Производство 10-20 дней. Мы также предлагаем ускоренное обслуживание для срочных проектов.
Предоставляете ли вы образцы перед массовым производством?
Да, мы всегда рекомендуем изготовить предсерийный образец для утверждения. Мы вышлем вам фотографии/видео или отправим вам физический образец для проверки перед запуском полной партии.
Что делать, если детали не соответствуют техническим характеристикам?
У нас строгая политика контроля качества. Если детали не соответствуют чертежу, мы переделаем их бесплатно или предоставим полный возврат средств. Мы отвечаем за наше качество на 100%.
Какие материалы вы можете обрабатывать?
Мы работаем с широким спектром материалов, включая: металлы, алюминий (6061, 7075), нержавеющую сталь (303, 304, 316), латунь, медь, титан. Пластмассы: АБС-пластик, ПОМ (дельрин), PEEK, нейлон, поликарбонат. Если вам нужен специальный материал, просто дайте нам знать.

 Адрес№ 66, улица Синпу, поселок Луцзя, город Куньшань, заводские корпуса 3 и 4.
Адрес№ 66, улица Синпу, поселок Луцзя, город Куньшань, заводские корпуса 3 и 4.  ru
ru
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Сообщение
Сообщение