1. Введение в процесс | Какие проблемы решает лазерная сварка?
Минимальная зона термического воздействия: Ø фокусировки лазера 0,2–0,6 мм, ЗТВ ≤ 0,3 мм, деформация тонкой пластины <0,1 мм, нет необходимости в последующем выравнивании.
Высокое соотношение сторон: эффект запирающего отверстия с соотношением глубины к ширине 10:1, проникновение на 0,1–8 мм одновременно без необходимости использования нескольких слоев или каналов.
Высокая точность траектории: шестиосный робот + отслеживание сварного шва в реальном времени, точность повторяемости ± 0,05 мм. контролируемая ширина сварного шва 0,5–1,5 мм.
Высокоскоростной цикл: 2–4 м/мин для тонкой пластины мощностью 1 кВт, 1–1,5 м/мин для пластины средней толщины 3 кВт, в 3–5 раз быстрее, чем при традиционной сварке TIG.
Широкая совместимость с материалами: углеродистая сталь, нержавеющая сталь, алюминий, медь, титан и разнородные металлы (алюминиевая сталь, медная нержавеющая сталь) могут быть обработаны за один проход.
2. Возможности
| Элемент | Параметр |
|---|---|
| Максимальный размер одной детали | 3500 × 1500 × 800 мм (вылет руки робота) |
| Толщина сварного шва | 0,1–8 мм (одностороннее проникновение) |
| Типы сварных швов | Стыковой, угловой, нахлесточный, кольцевой, 3D-криволинейный шов |
| Точность позиционирования | ±0,05 мм (Робот + Слежение) |
| Качество поверхности | Без пор и подрезов, Ra ≤ 1,6 мкм, готов к чистке/полировке. |
| Емкость партии | 1 – 100 000 шт./партия, непрерывная работа 24 часа. |
3. Наше оборудование
Волоконный лазер IPG 6 кВт+FANUC M-20iA
Шестиосевой робот, размах руки 1811 мм, повторение ± 0,02 мм.
Подходит для длинных прямых швов из нержавеющей стали и алюминия толщиной 1–6 мм, со скоростью 1,5 м/мин.
Trumpf 4 кВт Диск + KUKA KR30 HA
Высокодинамичный рычаг, повторение версии HA ± 0,02 мм, с отслеживанием сварного шва.
Специальная сварка светоотражающих материалов толщиной 0,5–4 мм (медь, алюминий) без разбрызгивания.
Выносная сканирующая головка СКАНСОНИК 3 кВт
Ширина сканирования фокуса 5-58 мм, частота качания 1 кГц.
Алюминий, сталь, разнородный материал для автомобильных дверных колец, с шириной нахлеста 20 мм и одноразовым проваром.
Ручная лазерная сварка мощностью 1500 Вт
Размер пятна регулируется в пределах 0–5 мм, подходит для ремонта сварочных прототипов и проверки первого изделия.
Сценарий без приспособлений, переналадка <5 минут
4. Практические примеры лазерной сварки | Типичные случаи применения
Материал: экструдированный профиль 6061-Т6, толщина стенки 2 мм.
Сварной шов: сплошные угловые соединения со всех сторон, общей длиной 1,2 метра.
Задача: Уплотнение ≤ 1 × 10 ⁻⁶ Па · м³/с, деформация ≤ 0,1 мм
Решение: волоконный лазер мощностью 6 кВт, поворот сканирующей головки 20 мм, скорость 1,2 м/мин.
Результат: процент первого прохождения составил 99,5%, обнаружение утечек гелиевой масс-спектрометрии прошло успешно, в месяц было произведено 120 000 штук.
Материал: медная опорная пластина толщиной 3 мм + верхняя крышка из нержавеющей стали толщиной 1 мм.
Сварной шов: герметичный сварной шов, шаг сетки 8 мм.
Решение: Диск 4 кВт, медный свинец + толкатель из нержавеющей стали, замкнутый контур мощности в реальном времени.
Результат: Прочность на растяжение и сдвиг ≥ 180 Н/мм, термостойкость снизилась на 15 %, в партии из 500 000 штук не было утечек.
Материал: Ti-6Al-4V Толщина стенки 0,2 мм, диаметр Φ 8 мм.
Сварной шов: стыковка шва по окружности, не требующая окислительного изменения цвета.
Решение: лазер мощностью 3 кВт + локальная аргоновая камера, содержание кислорода <50 ppm.
Результат: Сварной шов имеет серебристо-белый цвет, предел прочности на разрыв ≥ 950 МПа и усталостную долговечность в 10 раз.
5. Качество и отслеживаемость
Сертификация процесса лазерной сварки ISO 15614-11.
Онлайн-обзор: фотографирование ширины сварного шва, смещения и подрезов в режиме реального времени, автоматическая маркировка дефектов.
Гравировка QR-кода: номер печи + номер сварщика + мощность + скорость, сканирование кода для полной отслеживания.
Каждая партия: металлография первой детали + растяжение + изгиб, 10% контроль внешнего вида для массового производства.
Доверяйте Надежность
Многолетний опыт экспорта на мировые рынки, доказывающий нашу надежность в отношении качества, логистики и соблюдения требований.
Сертифицированный менеджмент качества и стандартизированное производство гарантируют надежные и повторяемые результаты для каждого заказа.
Каких допусков можно достичь?
Наш стандартный допуск для обработки на станках с ЧПУ составляет DIN-2768-1-f (высокий) или +/- 0,01 мм. Для требований высокой точности мы можем добиться допусков до +/- 0,005 мм в зависимости от геометрии и материала.
Какие варианты обработки поверхности вы предлагаете?
Мы предоставляем комплексные услуги по обработке поверхности, в том числе: Обработка без заусенцев. Пескоструйная обработка. Анодирование (тип ll, тип III). Полировка. Зеркальная полировка. Порошковое покрытие. Покраска. Лазерная гравировка (логотип/текст).
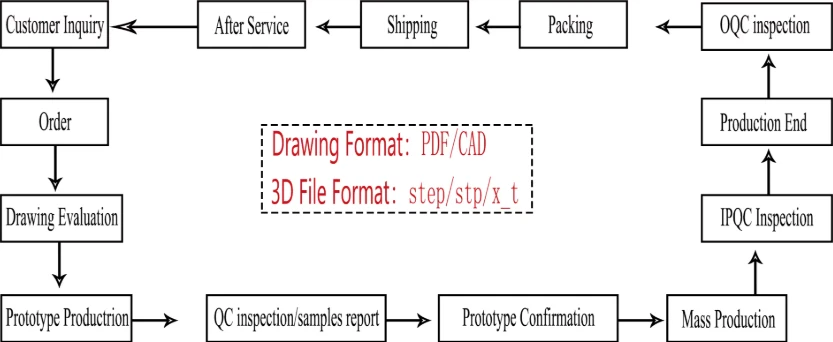
Как быстро я могу получить ценовое предложение?
Отправьте нам свои 3D-файлы (STEP/IGES) и 2D-чертежи (PDF). Наша команда инженеров проанализирует их и предоставит подробное ценовое предложение в течение 6-12 часов.
Каково ваше типичное время выполнения?
Прототипы: 3-7 дней. Производство 10-20 дней. Мы также предлагаем ускоренное обслуживание для срочных проектов.
Предоставляете ли вы образцы перед массовым производством?
Да, мы всегда рекомендуем изготовить предсерийный образец для утверждения. Мы вышлем вам фотографии/видео или отправим вам физический образец для проверки перед запуском полной партии.
Что делать, если детали не соответствуют техническим характеристикам?
У нас строгая политика контроля качества. Если детали не соответствуют чертежу, мы переделаем их бесплатно или предоставим полный возврат средств. Мы отвечаем за наше качество на 100%.
Какие материалы вы можете обрабатывать?
Мы работаем с широким спектром материалов, включая: металлы, алюминий (6061, 7075), нержавеющую сталь (303, 304, 316), латунь, медь, титан. Пластмассы: АБС-пластик, ПОМ (дельрин), PEEK, нейлон, поликарбонат. Если вам нужен специальный материал, просто дайте нам знать.

 Адрес№ 66, улица Синпу, поселок Луцзя, город Куньшань, заводские корпуса 3 и 4.
Адрес№ 66, улица Синпу, поселок Луцзя, город Куньшань, заводские корпуса 3 и 4.  ru
ru
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Сообщение
Сообщение